
模具是产品定型的装置,是塑料挤出全过程中最后的热压作用装置,其几何形状、结构型式和尺寸,温度高低、压力大小等直接决定制品加工的成败,因此任何挤塑产品模具的设计、选配及其保温措施向来都受到高度重视。在用塑料挤出机挤制电线电缆的绝缘层和护套层时,模具是控制绝缘挤包层厚度的关键。
一、线缆挤出模具的组成和分类
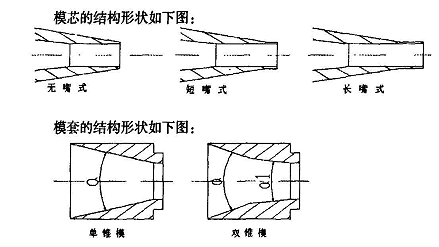
电线电缆挤出模具是由模芯和模套组成的。其中模芯根据其承径长度的不同可分为挤压式模芯(无嘴模芯)、挤管式模芯(长嘴模芯)和半挤压式模芯(短嘴模芯);模套根据其结构形状的不同可将其分为单锥模套和双锥模套。
二、挤出模具的类型
在绝缘或护套生产过程中所使用的模具,根据产品结构和工艺要求的不同,模芯和模套配合形式主要有三种,即挤压式、挤管式和半挤压(管)式。
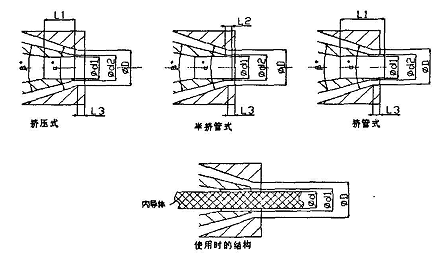
其中,挤压式模具是挤塑模具的包覆在机头内进行。塑料处于受压的状态下成形,因此这种模具通常用于导体与绝缘层粘接较紧密的场合;挤管式模具是塑料在模套出口处由于模具的作用先形成管状,再采取抽真空和拉伸作用,将塑料吸附在缆芯上,这种模具常用在绝缘层包覆要求不紧的情况下;半挤管室模具是挤塑模具模芯嘴的末端伸至模套工作面的30%~60%处,这种模具常用在绝缘层稍紧的情况下。
三、模具的选配及对产品质量的影响
(一)模具选配原则
1.由于绝缘挤出与普通护套挤出原理不一样,故在模具设计上也不一样,绝缘挤出多采用挤压式和半挤压式,而护套挤出多采用挤管式和半挤管式;
2.为了保证压力角,模套的内锥角必须大于模芯外锥角;
3.模芯承径区长度要适合,过长会造成摩擦增大,可能拉断导体,过短会影响模芯的使用寿命,此外,模套的定径长度要适合,过长会造成挤出机头内压力增大,过短会造成挤出机头内压力减少,影响线缆表面光洁度;
4.模芯的孔径大小要适合,过小会造成导体或绝缘体过模不畅,引起张力不稳;太大会造成倒胶堵模内层包覆不好、挤出厚度不均匀、绝缘偏芯度变化及外径波动大等现象,对产品的性能也会造成不可预见因素的影响,甚至无法正常生产,因此内模承径孔直径的大小是一个影响产品质量的重要因素之一;
(二)模具的调整
调整模具的原则是,面对机头,先松后紧,拧紧螺钉的方向为左上、右下、左下、右上;经常检查对模螺钉是否松动和损坏,如有损坏应立即更换;注意拧螺钉时谨防碰着加热片电插头,以免触电或碰坏插头,为防触电,调整模具时,可先关掉模口段加热电源;调模时,模套的压盖不要压的太紧,等调整好后再把压盖压紧,防止压盖进胶,造成塑料层偏芯或焦烧。
模具的调整方法如下:
1.空对模:生产前把模具调整好,用肉眼把模芯与模套间距离或间隙调整均匀,然后把对模螺钉拧紧。
2.跑胶对模:塑料塑化好后,调整对模螺钉,根据模口出胶圆周方向的多少,一面跑胶,一面调整,调整时应先松动薄处螺钉,再拧紧跑胶厚的螺钉;同时取样检查塑料厚度是否偏芯,直到调均匀为止,然后把对模螺钉分别拧紧。
3.走线对模:适合小截面的电线电缆的调模。把导线穿过模芯,与牵引线接好,然后跑胶,进行微调。等胶跑好后,调整好螺杆和牵引速度,起车走线取样,然后停车,观察样品的塑料层厚度是否均匀,反复几次,直到调均匀为止,再把螺钉拧紧。
4.灯光对模:适合聚乙烯塑料电线电缆。利用灯光照射绝缘层和护套层,观察上、下、左、右四周的厚度,调整对模螺钉,直到调均匀为止,然后把螺钉拧紧。
5.感觉对模:它是经验对模的方法。利用手摸感觉塑料层厚度,调整模具。适用于大截面电线电缆的外护层。
6.其他对模方式:
1)利用游标卡尺的深度尺测量塑料层厚度,调整模具。
2)利用对模螺钉的螺纹深度调整模具。
3)利用取样测量塑料层厚度调整模具。
(三)模具结构对产品质量的影响
1.模套尺寸大小对绝缘或护套的影响,模套太小,会造成挤出压力增大,线芯外表较粗糙模套太大,会造成挤出压力过小,会引起线芯椭圆度大等缺陷,同时模套的定径区不能太长,太长会使挤出压力增大,太短会造成绝缘层或护套层表面粗糙;
2.模芯与模套之间的装配距离对绝缘层或护套的影响,当距离增大时,会使熔融体与内导体之间包覆比较紧,不易发生松动,但会使熔融体在模具内过早的卸压,引起线芯抖动,从而引起偏心;距离小,熔融体与导体或线缆之间包覆较松,易发生分离现象;
3.模芯与模套之间的角度对绝缘层结构的影响,在其它条件不变时,模套内锥角必须大于模芯外锥角,否则会使得挤出压力不足,绝缘层结构不紧密等缺陷。






